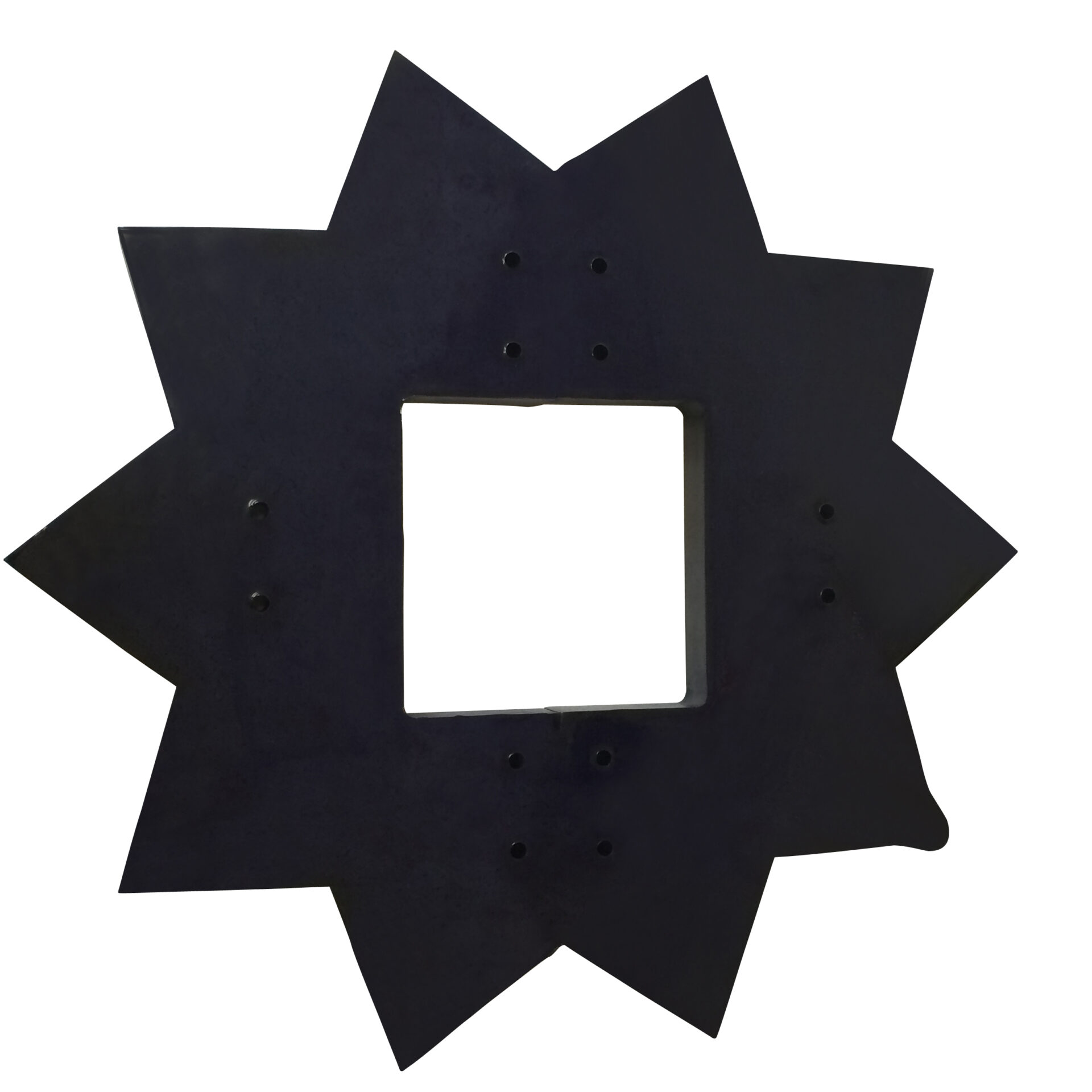
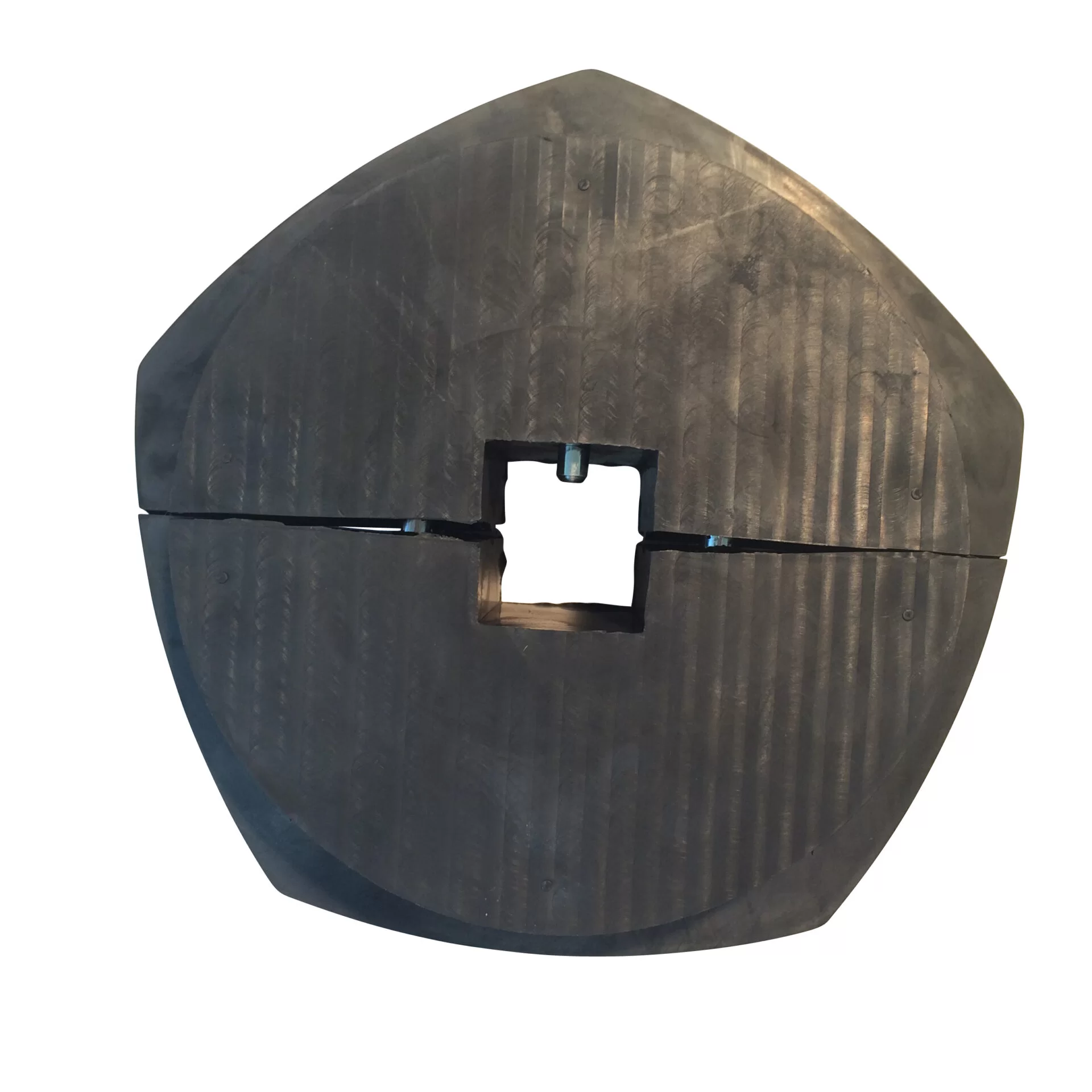
Hoverdale offers rubber and polyurethane replacement recycling discs, stars, and screens for single stream and C&D sorters. For over 50 years Hoverdale has been manufacturing & delivering quality products to our customers. We make 30 distinct shapes , sizes, and styles of recycling stars & discs, supplying a range of MRF plant across the UK and Europe.
Committed & Competitive
We offer highly competitive prices and a commitment to building beneficial relationships with our customers. We manufacture high quality, competitively price-priced recycling starts & discs for recycling machines such as Lubo/Bollegraaf and Machinex among others. We make the same part with better quality for up to 30% less than the OEM.
The Capabilities to Meet Your Demand
At Hoverdale, we have the experiences and the technical expertise to meet your requirements. As a company we never stand still. Looking to constantly improve through our lead manufacturing processes and dedicated workforce. We see ourselves as extensions to our customer teams.
Our Offer To You
Operating a bulk material handling plant is an expensive business made more difficult by excessive down time and costly maintenance. It is important that the best possible equipment and materials are used to minimise these difficulties which is where Hoverdale’s area of experience lays.
In Every Case, We Enable Customers to:
Reduce downtime due to unscheduled break downs
Save on equipment cost & renewal costs
Save man hours on maintenance
Minimising & eliminating lost production
Increase their bottom line by achieving savings in all of the above
Can We Help?
We would like to offer you a free site survey with a report and recommendations. We offer a pro rata payment plan where if you accept our recommendation you only pay the full price when we achieve our promised results.
We can work with you to achieve the planned maintenance program by making components last longer by the strategic use of hard metals/ceramics.